

Bisher hatte ich meine Rümpfe mit PLA-Filament gedruckt. Damit gute Ergebnisse zu erreichen ist nicht schwer und ich bin auch durchaus zufrieden damit. Doch PLA hat einen größeren und einige kleinere Nachteile:
– die nachlassende Formbeständigkeit ab 50 – 60°C (das größere Problem),
– keine ausgeprägte UV-Beständigkeit,
– eine gewisse Sprödigkeit des Materials,
– eine zuweilen zu geringe Layerhaftung.
Bei der Suche nach geeigneterem Filament stieß ich auf ASA. Dies sollte die v.g. Nachteile nicht aufweisen.
Der Haken: ASA soll sich deutlich schwieriger als PLA drucken lassen. Oft wird über Ablösungen vom Druckbett und überhaupt von Problemen mit Warping berichtet. Dünnwandige Druckobjekte im „Vasenmodus“ sollen sich zudem leicht verziehen.
Auch die Bauteilkühlung schien nicht so ganz unproblematisch zu sein bis hin zu komplett unbrauchbaren Ergebnissen.
Die Anforderungen an den Drucker mit rund 250°C Nozzletemperatur und rund 100°C für das Heizbett bringen meinen Alfawise U30 Pro an seine Grenzen.
Und anders als bei ABS sollte es keine Geruchsbelästigung geben. Also, schaun mer mal …
Einhausung
Für den Druck von ASA oder auch ABS wird eine Einhausung empfohlen. Grund: Schon relativ geringe Temperaturschwankungen z.B. durch Luftzug können zu Warping, Komplettablösung oder zum Verziehen bei dünnwandigen Druckobjekten führen.
Als allererste Maßnahme baute ich also, wie hier beschrieben, eine Einhausung.

Filament
Die von mir ins Auge gefassten ASA-Filamente wiesen alle folgende Eigenschaften auf:
- Schlagzähigkeit
- robuste Oberfläche
- gute Verarbeitbarkeit wie Bohren oder Schleifen
- Resistenz gegen viele Chemikalien
- Wetterbeständigkeit
- UV- Beständigkeit
- höhere Hitze-Formbeständigkeit
- hervorragende Layer-Haftung
Ein Filament – ASA-X Filament von Redline – versprach in seinem Datenblatt darüber hinaus:
- hervorragenden mechanischen Eigenschaften
- Zero-WARP-Technologie
- Zuverlässige Bett Haftung
- etwas geringere Anforderungen an den Drucker
Marketing ist gut – Testen ist besser! Also bestellte ich einige Samples (bis 15 € keine Versandkosten!) und testete es. Für die Tests und die Einstellungen fand ich übrigens die Infos von Philipp in seinem YouTube-Video bei aller Einfachheit recht hilfreich.

Tests
Der Schwerpunkt meiner Tests liegt zunächst auf dem Druck im „Vasenmodus“ (in Cura „Spiralisieren“ genannt), da ich meine Rümpfe ausschließlich derart drucke. Sonst würden sie zu schwer.
Die Testergebnisse haben natürlich nur für meinen Drucker und meine spezifischen Bedingungen Gültigkeit, geben aber vielleicht wertvolle Hinweise für andere Setups. Der Drucker ist eingehaust und verfügt über ein FR4-Druckbett.
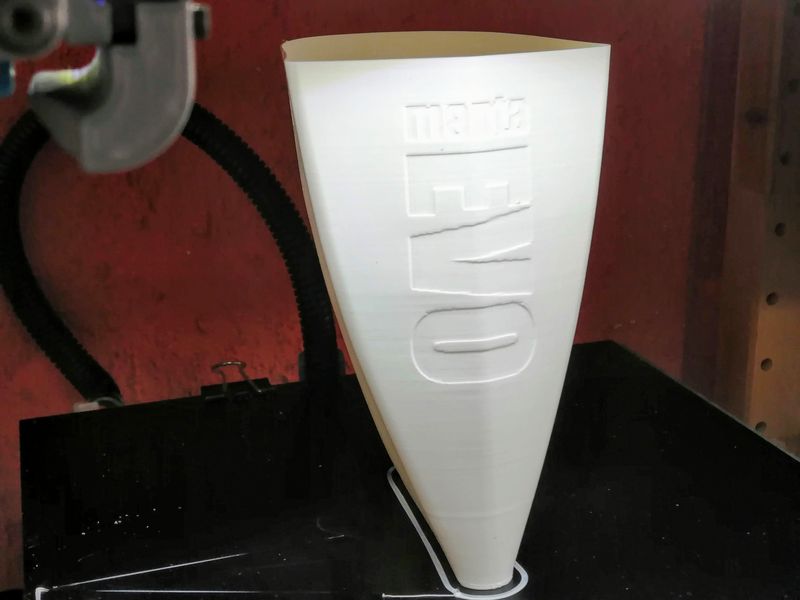
Ich wollte es bei meinem ersten Test gleich richtig wissen und druckte das Bugsegment einer mantaEVO. Ansonsten alle Einstellungen wie beim Drucken mit PLA. Druckbett FR4 und Drucker in Einhausung.
Druckparameter:
Für den Rumpf, mit meinem Setup und dem Redline ASA-X Filament haben sich im Vasenmodus folgende Einstellungen bewährt:
– Nozzle 0,4 mm: 250° C
– Heizbett: 100° C
– 1. Layer: 0,3 mm Höhe, 15 mm/s Druckgeschwindigkeit
– folgende Layer: 0,15 mm Höhe, 30 mm/s Druckgeschwindigkeit
– Wandstärke: 0,56 mm
– Fluss: 97 %
– Bauteilkühlung: zunächst 0 – 30 – 50 % gesteigert
Meine Feststellungen bisher:
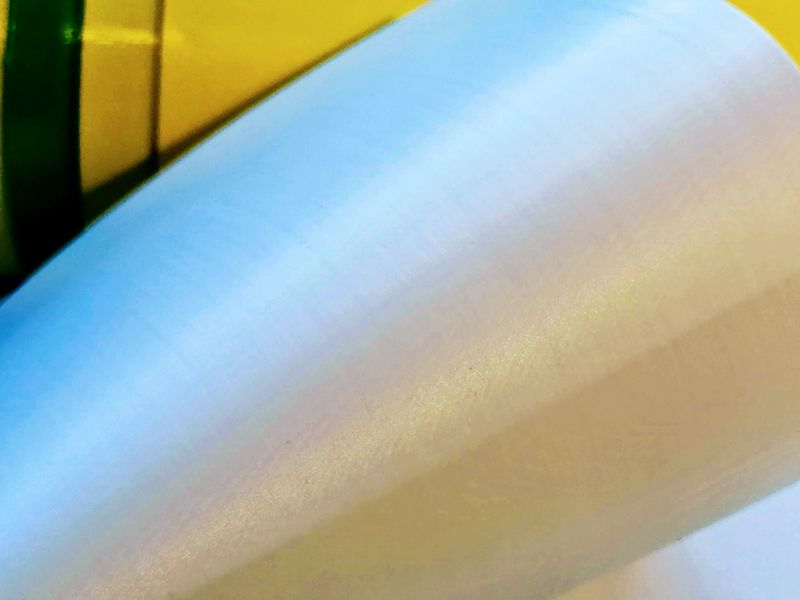
- Haftung am Druckbett: gut, trotz relativ kleiner Haftfläche am Bug
- Warping: nicht feststellbar
- Verzug: keiner
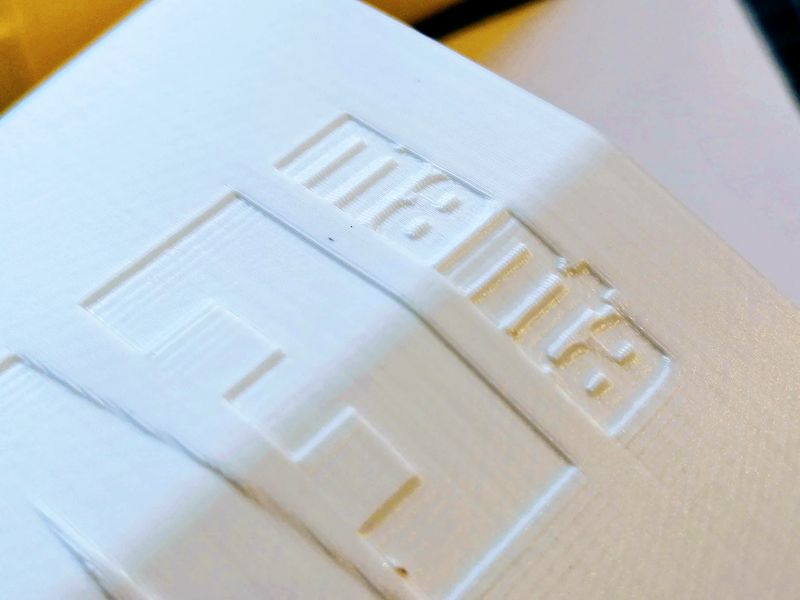
- Finish: erstklassig!
- Layerhaftung: Noch keine abschließende Meinung da derzeit kein passender Feeder. So richtig schlüssig bin ich mir noch nicht, denn mit dem jetzigen Drucker-Setup bestand der Druck die Nagelprobe nicht!
Mögliche Stellrädchen: Passender Feeder, Bautelkühlung, Filament … ? - Geruchsbelästigung: keine



Fazit:
Insgesamt sieht es bezüglich Rumpf im Vasendruckmodus schon einmal sehr gut aus. Wegen der mangelhaften Layerhaftung wäe er jedoch noch nicht einsetzbar.
Ach ja, zu Redline habe ich keinerlei geschäftliche Verbindung, ausser der, ganz normal Kunde zu sein.
Dieser Post wird fortgesetzt, sobald mehr Ergebnisse vorliegen.
Edit 11.07.2022
Nachdem mir mehrere Rumpfteile sozusagen in den Händen zerbröselten lasse ich die Finger von ASA. Für den Rumpfdruck halte ich es schlicht für nicht geeignet. Dafür habe ich jetzt mit PETG und LW PLA sehr geeignete Alternativen.
